EV charging provider ChargePoint and intelligent power management company Eaton have announced a new “ultrafast charging architecture with end-to-end power infrastructure for public charging and fleets.”
ChargePoint Express Grid, powered by Eaton, is a vehicle-to-everything-capable system that can deliver up to 600 kW of power for passenger EVs and megawatt charging (1,000 kW) for heavy-duty EVs.
According to the companies, the system can seamlessly synchronize onsite renewables, energy storage and EV batteries with local energy markets to help fleets reduce fueling costs. When deployed at scale with participating utilities, the joint architecture can provide grid services such as load balancing.
Eaton will custom-engineer each Express configuration to facilitate connection to the grid and distributed energy resources (DERs). An optional skid-mounted hardware solution can expedite installation.
“The new ChargePoint Express architecture, and particularly the Express Grid variant, will take DC fast charging to levels of performance and cost not previously imagined,” said Rick Wilmer, CEO of ChargePoint. “Combined with Eaton’s end-to-end grid capabilities, ChargePoint is delivering solutions to help EVs win on pure economics, regardless of tax incentives or government support.”
“Accelerating electrification at scale hinges on technology that can be deployed faster while achieving new levels of reliability and efficiency at a significantly lower cost,” said Paul Ryan, VP of Energy Transition at Eaton. “Our partnership with ChargePoint is an accelerator for innovation in electrification.”
The new system will make its debut at the upcoming RE+ trade show in Las Vegas. Solutions are available to order for “select customers” in North America and Europe, and deliveries are to begin in the second half of 2026.
As the e-mobility industry continues to revolutionize the way we use EVs and LEVs, one critical question persists for engineers: How can we design a safer battery pack? A recent conversation between Joe Staller, R&D Chemist at Epic Resins, and Luke Workman, Chief Scientist at Electric Goddess, revealed eye-opening insights into material innovations and real-world testing that drive rugged battery pack design strategies.
At the heart of their discussion is the need to treat battery safety as a foundational design element, not an afterthought. When it comes to lithium-ion batteries, the stakes are high. A single malfunctioning cell can trigger thermal runaway—a rapid, uncontrollable rise in temperature and pressure that can result in fires or explosions. For engineers, preventing this isn’t just good design—it’s non-negotiable.
Engineers are faced with the high-pressure challenge to design a low-weight, high-power battery. Need for corrosion and vibration resistance is also essential, as engineers have seen what happens if those are not seriously addressed.
Safety Shouldn’t Be Optional
“Batteries need to be designed with a safety-first mindset,” Luke emphasizes. This attitude shift is crucial. Too often, engineers prioritize weight, energy density, or cost efficiency first, assuming that each component in the pack will perform as expected. But, real-world conditions are rarely perfect. For example, every cell in a battery pack is different, and cell quality defects exist. Whether it’s a manufacturing defect, corrosion, or vibration abuse, the question isn’t if a cell will fail—but how. And when that happens, the material surrounding the battery makes the difference between a planned end-of-life, a minor incident, or a major disaster.
Joe echoed the same caution from a material perspective. “When we design encapsulants or potting materials, we formulate for the most extreme conditions,” he explained. That includes thermal cycling, pressure surges, and flame exposure.
Understanding Thermal Runaway
Thermal runaway can be triggered by overcharging, puncturing, overheating, environmental stress (such as corrosion) or even spontaneous cell defects. Once a single cell begins to vent, the risk to neighboring cells multiplies rapidly. Without proper material protection, the result can be catastrophic.
Luke has seen firsthand what happens when this process goes unchecked. “We’ve done live abuse testing where entire modules went up in seconds,” he said. However, he has also tested systems where non-cellular potting materials and proper designs provide the thermal mitigation. A rugged potting material can mean the difference between a localized event and full-blown thermal runaway propagation.
Joe explains, “The goal is simple but vital: contain, slow and redirect the heat to prevent thermal propagation to adjacent cells”. At Epic Resins, we achieve this through precise polymer formulation. Fillers within the potting material trigger endothermic reactions that absorb and carry heat away from dangerous cell initiations, helping the material self-extinguish. This “buys time” for heat to dissipate and resist combustion before it can spread to neighboring cells. Even if a flame does erupt, our potting and encapsulation materials can help extinguish it, reducing the risk of fire propagation
Choosing the Right Chemistry
So what material should engineers use? The answer, as always, depends on the application.
Polyurethane foams offer a lower weight and cost, but compromise the strength, integrity and thermal performance needed in rugged battery designs. Non-cellular elastomers often strike the best balance between performance and cost, with good thermal and mechanical properties.
“Every application is different,” Joe said. “You have to consider more than just weight—there’s no “one formula fits all” for battery design.” The process starts with fully understanding the application, its operating environment, and testing requirements. Properties like Tg and CTE are dictated by environmental temperatures, while thermal conductivity depends on the type and efficiency of the thermal management system.
For safety, we offer a range of options to mitigate thermal runaway and suppress flames, with our UL 94 V-0 flame-retardant systems. We also account for processing needs such as viscosity and reactivity to meet manufacturing requirements. This multi-step, property-focused approach ensures every solution is precisely matched for reliable, successful performance in the field.
Real-World Testing That Matters
Luke’s lab at Electric Goddess focuses on real-world testing that goes well beyond standard regulated tests. They test to failure, to understand the safety margin and gather valuable data through custom fixturing. This is essential for validating designs for specific applications and making informed material choices before these batteries are used in everyday life.
Manufacturing Considerations
Selecting the right potting material has a significant impact on manufacturing efficiency and product consistency.
Foam potting introduces considerable variability into the process. Its structure is highly sensitive to temperature fluctuations, which can create bubbles or nucleation sites that alter foam density and distribution. Even small day-to-day temperature changes can result in inconsistent fills and potential rework. Additionally, if polyurethane foam is overfilled, it can expand and overflow aggressively. This leads to increased costs with material waste, module loss, extended cleanup time, production downtime and waste disposal.
In contrast, non-cellular elastomer systems offer greater manufacturing stability. These materials are metered as homogenous liquids, free of bubbles, and they degas easily. Their viscosity can be tailored to ensure complete flow into all necessary cavities for protection. The result is a potting process that is easier, faster, and more consistent—reducing rework and improving throughput.
Potting Without Excess Weight
Engineers invest significant time and resources into optimizing battery pack efficiency—every gram and cubic millimeter matters. But without proper planning for protection, those gains can be compromised. By designing with non-cellular elastomer potting in mind from the start, engineers can pot only what’s necessary—avoiding excessive material use, added weight and unnecessary cost.
As battery expert Luke Workman explains, gravimetric efficiency isn’t lost when you choose a non-cellular elastomer. It’s enhanced—if applied intentionally. “For propagation resistance, potting should cover everything between cells. For corrosion resistance, you only need to encapsulate the areas carrying current. It doesn’t need to be more than that,” he says. “You can really make efficient gravimetrics.”
A common misconception is that foam is the lighter option. But when comparing 2mm of foam to 2mm of a non-cellular elastomer, the weight difference is minimal. A critical point is the mechanical performance. Foam lacks the structural strength needed for robust protection, often requiring an outer shell to maintain integrity. In contrast, a properly designed pack using a non-cellular elastomer may be strong enough to eliminate the need for additional enclosures, often resulting in a lighter overall system.
Non-cellular potting systems can also be formulated to match application needs. Fillers and particle sizes can be adjusted to optimize both thermal conductivity and density—giving engineers the flexibility to design for performance without sacrificing weight.
A Systems-Level Approach
One of the biggest takeaways from the conversation? Safety doesn’t live in a silo. You can’t rely solely on the cells, or the BMS, or the potting material. It’s the integration of all these systems that creates safety. Joe agreed, stressing the importance of early collaboration: “Bring your materials partner into the conversation early. The sooner we understand your design goals, the better we can match the material’s chemistry.”
Closing Thoughts: Designing for Safety
Ultimately, the message is clear: Battery safety is a multidisciplinary challenge—one that starts with a mindset shift toward safety first, not weight and power density. Designing for non-cellular elastomer potting and testing early will give you the most structurally robust battery. Failure to deliver a safe battery the first time could only end up costing you more money in the end, with recalls, lawsuits and a tarnished reputation.
Longevity and reliability go hand-in-hand with safety. A battery designed with non-cellular potting is also better protected from a thermal event, corrosion, and vibration.
Because of the solid nature of a non-cellular elastomer, these materials are easier to manufacture and more consistent. This saves you money over temperature-sensitive foam potting. That sensitivity very easily leads to material inconsistency, over flow, downtime and waste.
Whether you’re engineering a battery for an EV, LEV or HDEV, choosing the right materials and testing under real conditions are non-negotiable. With the right combination of potting material, design, and testing data, you can dramatically reduce risk and build trust in next-generation battery packs.
Don’t miss the full conversation between Joe Staller and Luke Workman on September 17th: Register for our webinar here.
Ford has launched Ford Charge, a new network of nearly 1,200 DC fast chargers located at over 320 Ford dealerships across the United States. Ford says the network provides reliable public charging for all compatible electric vehicles, not just Ford models.
John Grappone Ford in Bow, New Hampshire, reports it is the first dealership to have chargers operational on the new Ford Charge Network, offering six DC fast chargers.
Ford Charge joins the BlueOval Charge Network, which the company says is North America’s largest integrated charging network. The combined network unites thousands of chargers and enables Ford EV drivers to access fast charging within 18 miles of most US highways.
Customers can locate Ford Charge stations using the BlueOval Charge Network interface for Ford customers, PlugShare or the Shell app. These platforms display charger locations, real-time availability and pricing details to help users plan routes and charging stops. The company notes that while many locations are accessible 24/7, charger status and hours can be easily checked through the supporting apps.
Ford Charge offers 24/7 live agent call center support for any customer experiencing an issue or needing assistance during charging. The network is designed for public use by any compatible EV.
US-based manufacturer Group14 Technologies has closed its $463-million Series D funding round to continue scaling the manufacture of its silicon battery material, SCC55, in the US and South Korea.
The round was led by South Korean battery materials firm SK, and included other existing investors such as Porsche Investments, ATL, OMERS, Decarbonization Partners, Lightrock Climate Impact Fund, Microsoft Climate Innovation Fund.
Group14 has now raised over $1 billion of equity to fund its growth.
In addition, the company has obtained full ownership of its joint venture (JV) with SK located in Sangju, South Korea. Formed in 2021, the JV’s battery active materials (BAM) factory produces SCC55 at EV scale to support the global battery manufacturing industry.
Group14’s third commercial battery active materials factory, BAM-3, is strategically located in Asia, home to the world’s largest battery manufacturers. The 10 GWh factory began delivery of SCC55 In September 2024 to more than 100 EV and consumer electronics battery manufacturing customers worldwide.
Group14’s other BAM factories are located in Washington state. The company is expanding silicon battery infrastructure in Europe by developing a state-of-the-art silane gas factory in Germany.
“This is a clear signal that the future of high-performance energy storage, powered by our silicon battery material, is already here,” said Rick Luebbe, CEO and co-founder of Group14. “We’re strengthening regional battery supply chains and safeguarding our customers from global trade uncertainty.”
Sulfur may not be the most glamorous of elements—some may associate it with rotten eggs, stinky well water, or even the devil, as invoked in a country preacher’s fire-and-brimstone sermon. But as a component of an EV battery cathode, sulfur has a lot to offer. The yellow stuff is lighter and less expensive than the cobalt, nickel or iron typically found in today’s cathodes, and lithium-sulfur batteries could deliver superior performance.
Zeta Energy, which was founded in 2019, says it has created “the world’s first and only successful lithium-sulfur battery.” Zeta’s sulfur-based cathodes are inexpensive, and use no cobalt, graphite, nickel or manganese. Sulfur, a by-product of oil refining, is cheap and readily available worldwide, and it has a modest carbon footprint. The company has also developed a novel anode which it says boasts higher capacity than other current anode technologies, and is free of the pesky dendrites that have inhibited development of lithium metal batteries.
Zeta’s battery uses metallic lithium instead of intercalating lithium ions, which enables much higher energy density. The company has measured specific energy of 450 Wh/kg—almost double that of today’s best lithium-ion batteries—and a charge rate of up to 10C.
Charged spoke with Chief Science Officer Rodrigo Salvatierra.
Charged: What stage are you at with the battery in testing right now? Have you got some cells with potential customers?
Rodrigo Salvatierra: Our main exposure to the market is through a recent joint development agreement with Stellantis. The purpose of that agreement is to make lithium-sulfur batteries that can outperform today’s lithium-ion batteries. We are at the stage where the attributes of the cell are being tested in real EV environment testing conditions.
There are many ways to test EV batteries. When you have—let’s say—a flashlight, you have a constant discharge current. When you have a car, you have constant pulses of charge and discharge: for example, when you press the brake or when you accelerate. When you are driving, you have a profile of driving, and how that profile impacts the cycle life, how lithium-sulfur cells perform under those conditions, that was not well known.
We’ve also sent samples to other OEMs. They are interested in other aspects that maybe Stellantis is not really that interested in. We have other programs to develop batteries for low-temperature applications, which is something that sulfur is notoriously bad at. We also have interest in fast charging, which lithium-sulfur is known to be good at. There are other customers interested in buying cells from us, to see if they can fit into their own internal testing conditions.
The testing we’re doing now speaks directly to the performance of the electrodes. The other part, which is more engineering, involves making cells in the size required to be used in a module or a battery pack.
Charged: Stellantis is hoping to have lithium-sulfur batteries in a vehicle by 2030. Are you just testing the cells at this point, or are you already putting the cells together in a battery pack and testing it in a prototype situation?
Rodrigo Salvatierra: The testing we’re doing now speaks directly to the performance of the electrodes. The other part, which is more engineering, involves making cells in the size required to be used in a module or a battery pack. And a related question is: Can we execute production of really large amounts of those cells so we can fit not only one car, but many of them? Can we scale up the materials?
Remember that the lithium-sulfur battery involves two streams of materials that are completely different from those used in the lithium-ion battery. The lithium-ion battery has materials for the anode, materials for the cathode, and you have a lot of options for both. Lithium-sulfur, not so much.
We still have to define where we get the sulfur. If you are a manufacturer of cathode materials for lithium-ion batteries, you go to a big company that sells metal oxides, and they will have a battery-grade cobalt and an industrial-grade cobalt. You can’t find a battery-grade sulfur today—there’s no such thing. Of course, we can use sulfur from chemical grades—we can make cells, we can test our cells. But can we make bigger cells? Are our processes for making the cathodes and the anodes compatible with the same machines that the lithium-ion battery uses today? Or do we need special machines to make lithium-sulfur batteries? That part, I think we have answered. Yes, we can use the same machines that assemble the lithium-ion battery today. We can use those in our production.
However, the materials needed for lithium-sulfur batteries are extremely different. We have to make our own anode and our own cathode, so we are actually tackling three problems. We have to make really good, high-performance cells, but we also have to have a lot of cathode materials and anode materials. The first one, the testing, I think is going well. If we didn’t have good performance from our cells, we would not have been able to make a deal with Stellantis on developing a cell for an EV together. But now, we are also working on the engineering side, how to make more of those materials that will go into the cells.
We’re manipulating billions of carbon nanotubes at the same time, controlling the spaces between them precisely, and growing them uniformly on the surface of a metal foil.
Charged: So, as you’re testing the cells themselves, at the same time you have to figure out how to get the supply chain rolling.
Rodrigo Salvatierra: That’s correct. We have to align ourselves with suppliers of materials. The good thing about lithium-sulfur is that we don’t have to create a new supply chain, we just have to essentially adapt an existing supplier. Sulfur is a byproduct of oil refining. So, we have to find a way to qualify that sulfur and obtain it to make our materials.
Charged: Sulfur is used in the cathode, but you’ve made some innovations with the anodes also. Lithiated, vertically-aligned carbon nanotubes—is this something that you developed?
Rodrigo Salvatierra: No, carbon nanotube (CNT) technology has existed for maybe 30 years. But making carbon nanotubes the way we make them is a very particular process to Zeta. We can grow this really nice carpet with good control of all the spacing—we’re manipulating billions of carbon nanotubes at the same time, controlling the spaces between them precisely, and growing them uniformly on the surface of a metal foil. This is a technology that we developed. Carbon nanotubes are common, but we developed a way to create the carbon nanotubes in a carpet with very good control so they can be relevant for the applications they are intended for, which is as a host for metallic lithium anodes.
The CNT itself, it’s not the active anode material. The active material for the lithium-sulfur battery is metallic lithium. But metallic lithium alone creates a lot of problems, which are well known. These are normally described as dendrites, but this is a term that means a lot of things to different people—let’s just say it’s a structure that is undesirable. And one way to remove those undesirable structures from the metallic lithium is to use our strategy of hosting that metallic lithium—instead of having a flat foil of metallic lithium, we distribute it over billions of these carbon nanotubes. It’s like if you have this carbon nanotube growing as a vertical pillar, you are distributing the lithium metal on the sidewalls. They’re growing conformally around those carbon nanotubes.
How to do that is not trivial. It involves a lot of knowledge about how the current distribution happens in these materials. That’s actually our intellectual property, how to do that. By distributing the metallic lithium inside these carpets, that’s how we prevent the formation of the dendrites.
Metallic lithium alone creates a lot of problems involving dendrites. One way to remove those undesirable structures is to distribute the metallic lithium over billions of carbon nanotubes. That’s our intellectual property, and that’s how we prevent the formation of dendrites.
Charged: You have a novel anode and a novel cathode. Are those two things that necessarily work together? Could you have your sulfur cathode with a different kind of anode?
Rodrigo Salvatierra: Good question. The sulfur cathode we developed is also a special type. It’s not based on elemental sulfur—it’s based on something we call sulfurized carbon. It’s a very particular component of the cathode that is responsible for bonding to the active material, which is sulfur.
The sulfurized carbon cathode can be paired with different anodes. You can combine it with traditional anodes, or you can take the metallic lithium anode, with our CNT technology, and pair it with typical cathodes. It seems simple to do that, but it’s more challenging than it sounds.
When we develop our system, we have to consider the main player, which is the electrolyte. Our system is designed to be used with liquid electrolytes like a lithium-ion battery, but for our battery to operate with our anode and our cathode, we have to have our own recipe of liquid electrolyte. That liquid electrolyte may not be compatible with a traditional cathode like an NMC, and may not be the best for a traditional anode—you would have to develop electrolyte formulations that are specific to that type of chemistry.
Of course, it’s not going to be like starting over on the electrolyte development. One of the research projects we have ongoing with another OEM that we cannot reveal at the moment is to develop cells using our sulfurized carbon cathode with other anodes.
The good thing about using liquid electrolytes is that we can use most of the separator types that the lithium-ion battery industry uses.
Charged: It sounds like all the pieces of the recipe have to work together. Cathode, anode, electrolyte…separators?
Rodrigo Salvatierra: The good thing about using liquid electrolytes is that we can use most of the separator types that the lithium-ion battery industry uses. We don’t have to have a special electrolyte separator.
Charged: And you can make your cells using existing battery manufacturing equipment?
Rodrigo Salvatierra: We can use almost all the current lithium-ion battery assembly equipment because of the nature of our electrodes. What is different about Zeta’s technology is the way we lead to those electrodes. Anodes and cathodes for the lithium-ion battery come in rolls of foil. Those foils are introduced into machines that calender them, cut them, sort them, pick them, and put them into cells. We can produce the same type of rolls.
From the raw materials to the electrode level, we are different, but from cell to pack level it’s the same. Right now, for example, in our prototype facility, we use the same methods that we would use to make other types of chemistries.
We can use almost all the current lithium-ion battery assembly equipment because of the nature of our electrodes.
Charged: Do you have any competitors in this space? Is anybody else getting close to a good sulfur-based cathode?
Rodrigo Salvatierra: The field is rich today in terms of competition, which I think is good. I think in the US, the biggest one is Lyten. Lyten uses their own graphene technology to host sulfur, and I think also to host metallic lithium. In terms of manufacturing, also, they’re producing power cells with competitive energy density.
Charged: What specifically is going on in your labs right now? Can you describe the steps of the testing process?
Rodrigo Salvatierra: In our lab, we have processes for making everything. We synthesize the cathode from raw materials. We synthesize the anode’s base structure from raw gases. We have some carbon feedstock. We can make the cells as well. And we are very focused on the material side, because we understand that to make a lot of batteries of commercial relevance, we need a pilot plant. Right now we are qualifying all the steps in terms of materials, electrodes, coatings, assembly, so we can create a strong baseline to go to the next step, which is a pilot plant.
We completed a Series A funding round in 2023 and now we are raising funds for our pilot facility. The pilot facility will have an automated assembly line. There will be larger machines to make more of the cathodes, not much variation in the type of the cathode. We’re going to freeze one recipe of cathodes, one recipe of anodes. And the pilot will be more focused on the engineering side to facilitate production.
It’s notorious that, when you have pilots at the beginning of your production, you will have a very large scrap rate because you’re still adapting your processes. And sometimes, in other companies that scale up battery technologies, they take some time until they significantly reduce the scrap rate so they can start producing. We know that the market is moving quite fast, so we cannot allow ourselves to have a lot of delays. We have a lot of discussions with experts in other companies that have experience in scaling up production, so we know what we should pay attention to. We don’t want to wait until we get bigger machines consuming hundreds of square meters per day and we have to change one thing or another. We have to do that now.
Historically, they’re not very good at cold-weather performance, but we developed electrolytes and sulfur cathodes that are excellent. They actually out-perform lithium-ion batteries.
For example, when you buy the big machines, there’s always a learning curve, and that can take months or years. We are partnering with the people that have those machines, and we are already learning what works and what doesn’t work before we move to the next step, because we know that there is a rush to produce faster, to get our cells to market faster.
Charged: You said earlier that there are certain applications for which sulfur batteries aren’t very suitable.
Rodrigo Salvatierra: Historically, they’re not very good at cold-weather performance, but we developed electrolytes and sulfur cathodes that are excellent. They actually out-perform lithium-ion batteries. That’s because of the specific type of material we use for the cathodes.
One of the things that maybe sulfur is not good at is voltage. The voltage of the lithium-sulfur battery is half that of the lithium-ion battery. It’s lighter, but the voltage is also lower. So, for example, for applications such as cellphones, you might need two batteries in series to reach the required voltage.
Every type of cell has good attributes and bad attributes. There’s not a single chemistry that checks all the boxes, including lithium-ion. Lithium-sulfur has its strong attributes, but also has others that are not so good. From my personal point of view, I like the sustainability aspect—sustainable in the sense that there’s so much sulfur available.
Charged: Tell us more about the sources of sulfur supply.
Rodrigo Salvatierra: I’m not going to mention any political orientation, but one interesting aspect about sulfur technology is its connection to oil. Oil is a non-sustainable energy source, and batteries are considered to be the sustainable choice. Sulfur batteries give you the only opportunity for making oil part of the sustainable circular economy.
How? The main source of sulfur—above 90%—comes from refining oil. Every 10 times you refill your car with gasoline, you probably consume the amount of crude oil that you would have to refine to generate enough sulfur to make one battery pack for a car.
That sulfur battery has no metals, so it requires much less transportation of materials. Metals for batteries like cobalt, nickel, manganese, are not geographically well-distributed. They are produced in one place, they have to travel to another place and then be distributed. That creates a lot of cost. Sulfur, on the other hand, is local. Every country that can extract or refine oil will produce sulfur.
So, you can make batteries locally—that’s the first point. The second is bringing oil into the circular economy—no one has ever actually proposed that. In the 1980s, there was this thing called acid rain, and this occurred because you didn’t remove the sulfur from your oil. The US has maybe the most advanced technology to desulfurize oil. But where do you think that sulfur goes? That sulfur goes back to the well that you got the oil from.
The main source of sulfur comes from refining oil. Every country that can extract or refine oil will produce sulfur. Sulfur batteries give you the only opportunity for making oil part of the sustainable circular economy.
Charged: Is there any significant market for that byproduct?
Rodrigo Salvatierra: There is a huge market for sulfur, but there’s such a large amount of sulfur that you don’t ever have problems with price oscillation. Just to give an example: Batteries historically use cobalt, but there’s a lot of pressure to reduce the amount of cobalt because cobalt comes from the Republic of Congo, [which has environmental and child-labor issues]. So, we opt for nickel-rich cathodes. Nickel is more available, but nickel is in demand by the steel industry and other industries. One of the major producers of nickel in the world is Russia. When Russia entered the war with Ukraine, there was a huge spike in the spot price of nickel.
The prices of nickel, cobalt and all those metals are above $20 per kilogram. The price of sulfur remains under 60 cents per kilogram. It’s two orders of magnitude cheaper.
Today, no one cares about sulfur. Sulfur goes to the fertilizer industry, goes to sulfuric acid for the chemical industry. But those industries don’t care if you introduce another huge stream of demand, because there is so much sulfur on the planet. There’s a pyramid of sulfur in Alberta that’s wider than the Giza pyramids in Egypt. Some of my colleagues made a calculation: If you replace all the batteries on the planet with sulfur, you would use maybe half of this pyramid.
One’s a retro icon, electrified, the other’s a fast, sleek luxury seven-seater—but they both qualify as minivans if you squint.
Remember minivans? The hugely practical family vehicles with three rows of seats, superb cabin access, sliding side doors, and features like hidden floor compartments and vanishing third rows? They hit their height of popularity in North America around 2000, then lost favor as supposedly safer SUVs with more rugged proportions gained favor.
Now, two new electric minivans—the retro Volkswagen ID.Buzz and the luxury Lucid Gravity—have joined the four gasoline entries that make up a shrunken, if steady, segment. Those are the Chrysler Pacifica, Honda Odyssey, Kia Carnival and Toyota Siena. For 2025, the Toyota is offered only as a hybrid, while the Kia and Chrysler have optional hybrid versions, though the Pacifica “Hybrid” is actually a plug-in hybrid with 30-plus miles of electric range.
The VW ID.Buzz has been a long time coming; it was first shown as a concept in January 2017, and production was confirmed that August after a rapturous reception. It arrived at US dealers early in 2025, though a version with a shorter wheelbase went on sale in Europe 18 months prior, as did commercial versions without the passenger seats or side windows.
Making everyone smile
The main selling point of the ID.Buzz may be that it makes people grin when they see it. VW has smartly offered two-tone versions of most colors, with the body below the beltline painted in a variety of shades including a vibrant blue, a chrome yellow, and a few others, paired to a white or grey upper body—just like the legendary Microbus of the Sixties.
The Buzz is tall, vertical and slab-sided. Combining its short front nose with a fixed glass panel between the leading edge of the front-door window and the windshield pillar cleverly disguises a considerable distance between the driver and front passenger and the base of the windshield. This is designed to provide the kind of safety crush zone notably absent from the original Type 2, which continued for several decades after its 1950 launch with the driver’s feet just 18 inches or so from a potential crash.
Images courtesy of Volkswagen of America.
The Buzz has two drawbacks. It’s pricey for a VW, with a starting price of $61,500 for the base Pro S trim, and high-end versions approaching $75,000. That’s partly due to its limited numbers. Global production capacity at VW’s factory in Hannover, Germany, for the passenger and commercial versions of the Buzz combined, is slightly over 100,000, which isn’t a lot to serve dozens of global markets at once.
Worse, its range isn’t great. Rated at 234 miles in rear-wheel-drive form, or 231 miles if you add the optional front motor for all-wheel drive, it loses out on range against three-row EV crossovers, from the Hyundai Ioniq 9 (320 to 335 miles) and Kia EV9 (230 to 304 miles) to the gigantic Cadillac Escalade IQ, with its estimated 460 miles.
The standard model of the ID.Buzz sold in the US has a 210-kilowatt (282-horsepower) motor that drives the rear wheels, rated at 413 lb-ft of torque. Optional 4Motion all-wheel drive adds a second, 40 kW (53 hp) motor to power the fronts, rated at 99 lb-ft. Regrettably, it uses VW’s confusing, inconsistent user interface, which is now quicker to respond but remains perplexing.
Clever engineering, fast and sleek
The Lucid Gravity is the long-awaited follow-up to the Lucid Air, the low, sleek, very-long-range electric luxury sedan from startup Lucid Motors. The Air is a lovely car, and the performance of its high-performance Sapphire variant is just bonkers. It’s a quiet, comfortable, capacious four-seat luxury sedan that will accelerate from 0 to 60 mph in 2.0 seconds, perhaps less.
Lucid and the Air had a very long gestation period, and luxury sedans have waned in popularity compared to SUVs. Now the Gravity is here, an addition for which the company quadrupled the floor space of its Arizona factory. Lucid expects Gravity sales to be a multiple of Air sales, which have remained around 10,000 a year globally.
The company has supplied battery packs and powertrains to the Formula E electric racing series, and its passenger vehicles are known for their superb EV engineering. Its power units are remarkably compact for their output; its vehicles are sleek, slippery, and low-drag on the outside, surprisingly capacious on the inside. And one model of the Air gets the highest energy efficiency rating of any car sold in the US.
Images courtesy of Lucid.
The launch Grand Touring version of the Gravity has a total power output of 618 kW (828 hp) and torque of 909 lb-ft. Not surprisingly, that means it can accelerate from 0 to 60 mph at a quoted 3.4 seconds in Sprint mode. Happily, while it’s fast and smooth, the power is delivered in an unfussed manner; the explosive, kick-you-in-the-kidneys thrust off the line found in performance Teslas is entirely absent in the Gravity. Meanwhile, the best we can say about the driving characteristics of the ID.Buzz is that they’re unremarkable.
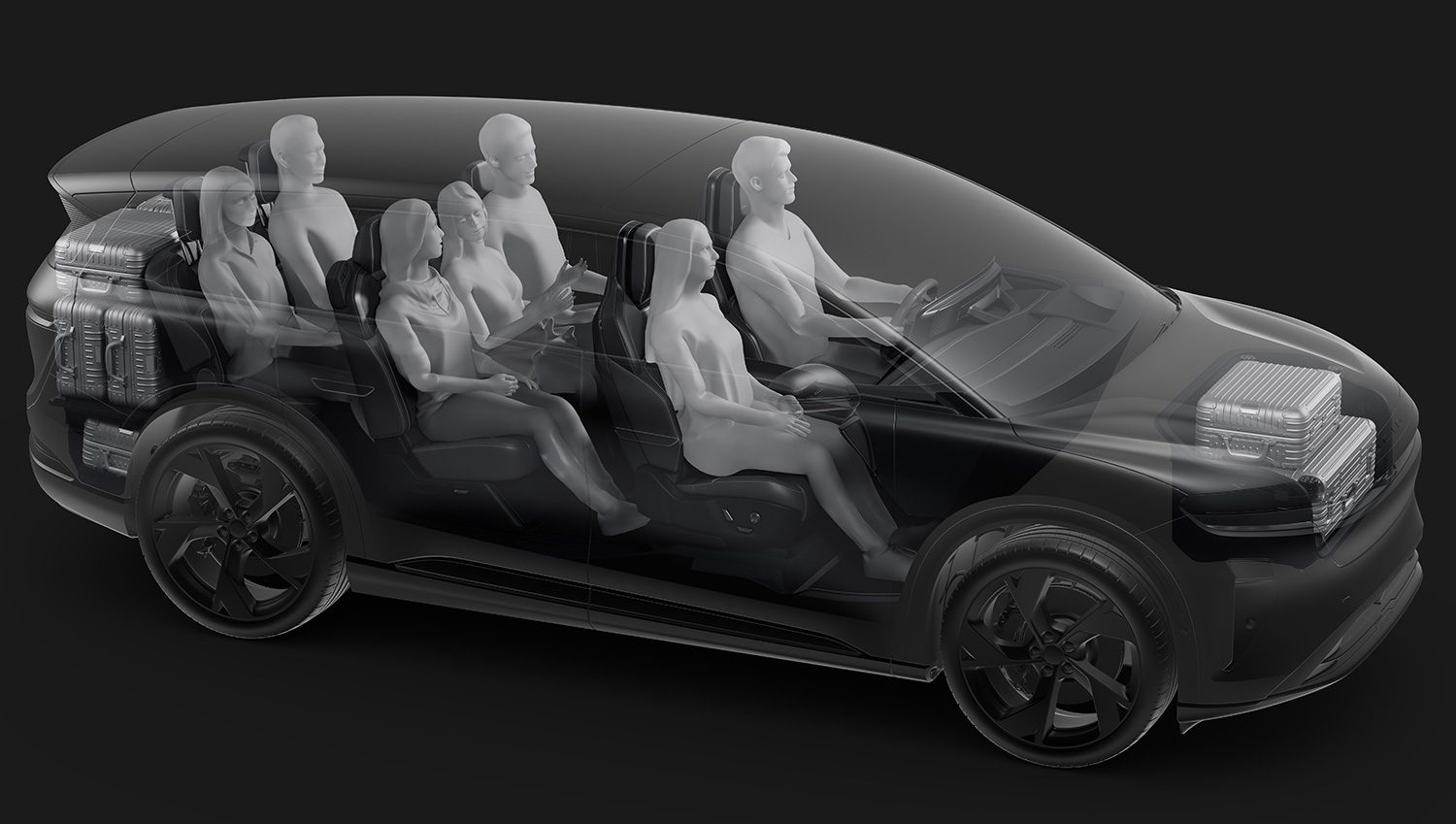
Depending on its spec, the Gravity comes with an EPA range of up to 450 miles. It offers a startling 120 cubic feet of interior volume (with the front trunk volume included) in the five-seat model, and a second row that folds flat. For families that want sixth and seventh seats, an optional third row that vanishes below the cargo floor lowers volume by only 6 cubic feet.
The Gravity has some drawbacks of its own, though. It too is expensive. The first version (the only one now on sale) is the high-end Grand Touring model, which starts at $95,000. The Gravity we tested in April, with 10 separate options, stickered at a cool $125K. As it did with the Air, Lucid is expected to introduce lower trims—probably including a rear-wheel-drive Pure model—in due course, once demand for the high-end version is satisfied.
Its other drawback may have to do with whether it’s perceived as a minivan or not. The Gravity doesn’t have sliding side doors, though the rear doors are remarkably long, which makes third-row access a breeze. Lucid execs largely shrug when asked about the dreaded “minivan” epithet; they feel it will be an appealing family vehicle, whether shoppers see it as a lower SUV or a sleek minivan. Possibly even, heaven forbid, a wagon?
Bigger but less affordable
When the original Dodge Caravan and Plymouth Voyager minivans hit the market in 1984, a main selling point was their enormous interior volume and ease of access—far better than the wagons of the day—for not much more money than any other vehicle. Chrysler built its first-generation minivans on the ubiquitous, high-volume K-Car chassis that spawned dozens of models and saved the company from its first bankruptcy.
Like all other cars, minivans have expanded enormously over the past few decades. Today’s Chrysler Pacifica is both longer and wider than a Chevrolet Tahoe full-size SUV of 25 years ago. To compete, both the ID.Buzz and the Gravity followed suit—meaning they need very large battery capacities to move big square vehicles through the Air.
The Lucid is clearly far, far ahead of the Volkswagen in efficiency; the company quotes a drag coefficient for the Gravity of 0.24, which is remarkable for a vehicle that large—though drag figures from different makers can’t be compared due to varying methods of measurement. Lucid says it gets a range of up to 450 miles from its 123 kWh battery.
The Gravity is anchored firmly at the luxury end of the scale and the ID.Buzz is something of a retro specialty vehicle for the buyer who really, really loves the looks.
The quoted drag coefficient for the VW ID.Buzz is a respectable 0.29, but its ranges of 234 (RWD) or 231 miles (FWD) are little more than half the Gravity’s—from a battery with 75 percent the capacity, at 91 kWh. Both cars must use large batteries, and that costs money.
A smaller and smaller proportion of US households able to afford a new vehicle at all—the sales-weighted average transaction price remains at its post-pandemic high around $48,800—and neither of these vehicles is going to address the need for affordable, compelling smaller EVs that compete with to their gasoline counterparts.
On the other hand, minivans themselves aren’t a particularly large segment, and they’re expensive too. When this article was written, the lowest list price for any gasoline minivan was just under $40,000, for the base Kia Carnival and Chrysler Voyager models. Volume was nothing to write home about either—the entire category of four models sold just over 300,000 units in 2024. (Sales blipped up in the first quarter of 2025; we’ll see if that lasts.)
EV minivans won’t be a huge category any time soon. The Gravity is anchored firmly at the luxury end of the scale and the ID.Buzz is something of a retro specialty vehicle for the buyer who really, really loves the looks. Still, the Volkswagen ID.Buzz and Lucid Gravity should expand the market for EVs at least incrementally. They’re another proof point showing that electric powertrains are suited not just to smaller vehicles but to other segments, including the larger ones.
Lucid and Volkswagen provided airfare, lodging and meals to enable Charged to bring you this first-person drive report on their vehicles.
Graphite, a crystalline form of carbon, is a critical ingredient in EV battery anodes, but it comes with some baggage. Most graphite is made from fossil fuels, and what’s worse, the vast majority of it comes from China, and establishing reliable sources of supply elsewhere is a long and complicated process.
CarbonScape offers an alternative—it produces graphite locally from renewable timber industry byproducts through what it calls a carbon-negative process. CarbonScape’s graphite is engineered for lithium-ion battery anodes, and it can be produced in any region that has a forestry industry.
Charged recently chatted with CarbonScape Chief Commercial Officer Vincent Ledoux Pedailles to learn more.
Charged: Tell us how you got into thebiographite business.
Vincent Ledoux Pedailles: I worked in the lithium industry for most of my professional career, and I’m now focusing on graphite. As a company CarbonScape looked into the graphite market back in 2015, and saw a significant challenge that still exists today—more than 95% of all graphite is currently supplied from China. Producing graphite is difficult, and very polluting—for every ton of graphite you produce, you’ll emit between 15 to 25 tons of CO2, which is obviously not in line with what the EV industry is trying to accomplish.
It’s also very difficult for graphite projects to be financed outside of China, and that’s mostly because they can’t compete on price. Many graphite projects within the US have been asking for tariffs to be able to compete against Chinese prices, which is not something we need, but I’ll come back to this later. For us, the idea was to develop a different type of graphite that could be produced anywhere, and also could be affordable.
Today, to produce graphite, typically you’re going to be using either a mined product, or a refined product. You mine flake graphite in Africa or South America, and export it to China to be converted.
Today, to produce graphite, typically you’re going to be using either a mined product, or a refined product. You mine flake graphite in Africa or South America, and export it to China to be converted. Or you obtain petcoke or needle coke [carbon-rich solid materials derived from oil refining], and you graphitize it at very high temperature to obtain a graphite product that can be used in a battery application. So, you’re relying on either the oil industry or the mining industry, which means that your pricing structure is going to be quite volatile.
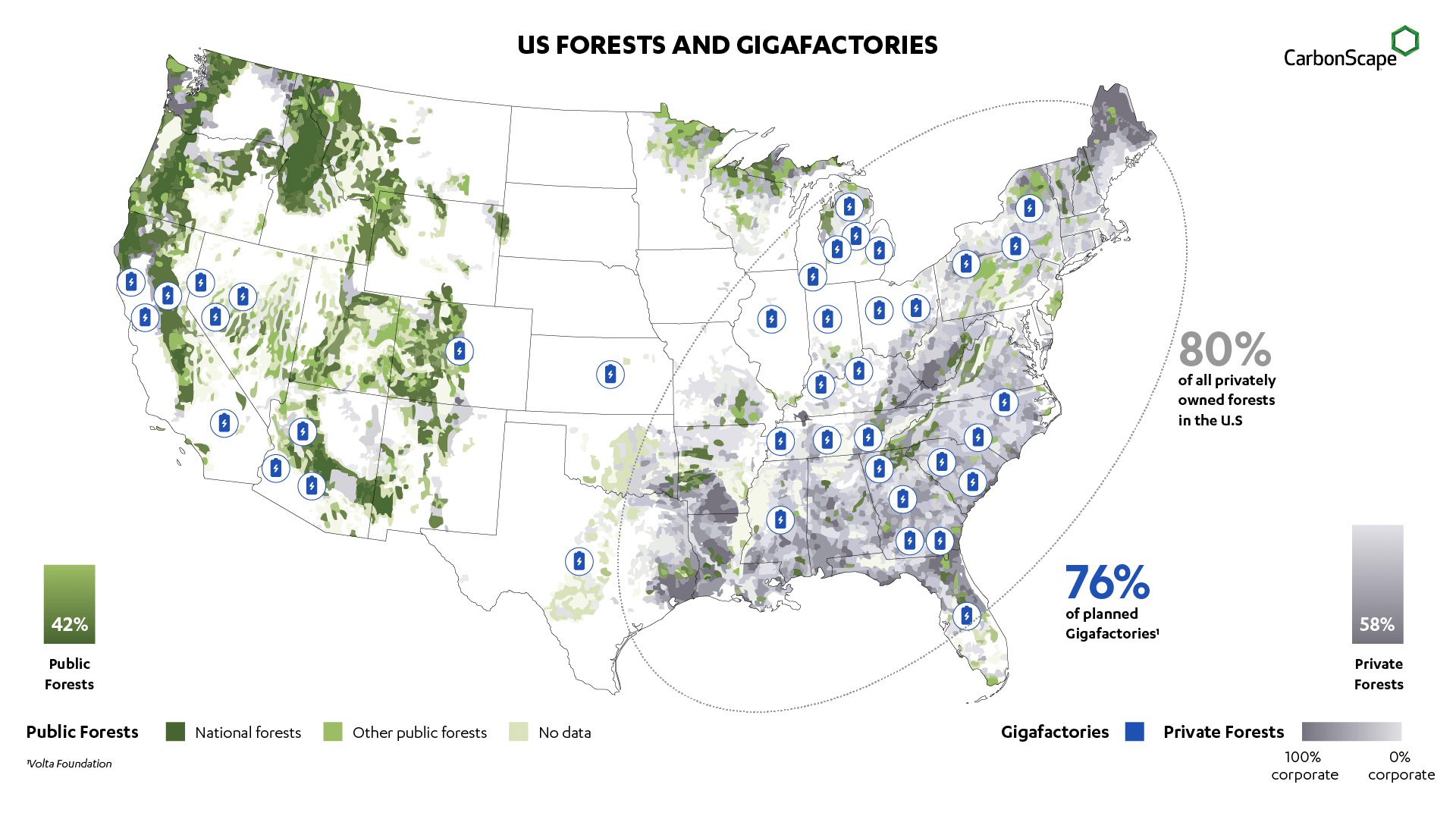
At CarbonScape, we are buying a biomass feedstock. We’re basically buying wood chips, which are widely available in the US, especially in the Southeast, and are pretty cheap. We’re going to be buying a ton of wood chips for maybe $70 to $80. You’d pay a lot more to buy a mined product or a refined product. We extract the carbon, which is contained within this byproduct from the forestry industry, and we convert it into graphite. It’s not something that we developed overnight—it took us many years to develop a process, optimize it, and work with battery cell makers and EV makers on the specifications of the end products, and to align with their performance metrics.
We extract the carbon, which is contained within this byproduct from the forestry industry, and we convert it into graphite.
What we are selling is a biographite that is more environmentally friendly than the traditional graphite product, that can be low-cost, with stable pricing, and that can be manufactured domestically. You can source your feedstock directly from the Southeastern forests, convert it into graphite, and use it directly in local gigafactories, without having to source anything from outside of the US.
Charged: Where are you right now in the process of developing your biographite?
Vincent Ledoux Pedailles: Because it’s a new product, it needs to be tested and validated, so over the years we’ve worked with a number of battery cell makers, mostly in Asia—in South Korea, Japan and China—to test our product in battery cells, and to make sure that the material overall is good enough, but we have seen that our biographite is actually better than our competition across key parameters.
So far, we’ve been running our assets out of New Zealand. We’ve got a pilot plant located there, which is producing samples that we are exporting to Europe, North America and Asia for testing. But what we are looking at doing is scaling this up to what we call the demonstration plant, which will be the last step for us before we go industrial-scale. The reason we’re building demonstration plants is to allow us to produce larger samples for the battery cell makers, and for the EV makers to finalize their qualification work on our products. To do this qualification, EV makers need larger volumes of material.
At the moment, we are financing our demonstration plants, then we’ll move to industrial facilities. We’ve already looked at a number of potential sites to build those commercial plants. One of the obvious sites is in Europe, specifically in Finland. CarbonScape has been backed by strong cornerstone investors to date, including forestry giant Stora Enso, lithium-ion battery leader ATL, and PTL, an anode manufacturer.
We’ve also secured a number of supply agreements with forestry companies in the Southeastern US. We’ve done a lot of work in East Texas, Alabama, Arkansas and Mississippi. We’ve identified potential sites and partners to look at building our first commercial assets in the US. We want to develop two regional markets—a production hub in the EU, and another in the US Southeast. But who comes first will be decided within the next few months.
Most of the battery material qualification partners we work with downstream are headquartered in Asia, but they have joint ventures with US EV makers, and are now developing or have already developed factories to produce battery cells within the US. So all the qualification work we’ve done in Asia is very useful as we look into entering the US market.
Charged: Do you plan to produce and sell the graphite to cell makers, or to license your technology?
Vincent Ledoux Pedailles: Licensing is definitely an option for the longer term. Once we’ve shown that our technology works at scale, we are happy to consider licensing our technology to other regions or other countries. But when it comes to delivering the first factory, this is something we want to do as a company with an industrial partner. We’ve already been approached to license our tech, but we think it’s too early—we want to make sure we maintain technology custodianship to get it to industrial scale.
Charged: The ever-changing tariff situation seems like bad news for a lot of industries, but it could be good news for you, because it’s going to make graphite from China even more expensive.
Vincent Ledoux Pedailles: At the end of the day, we don’t like the end customers having to pay more to buy an EV. Yes, short-term, it’s good for graphite, but I don’t think it’s ever a good long-term solution. You can never bet on having a profitable project just on the back of import duties. And when you go to your equity partners and your lenders, and they realize that your project doesn’t work without tariffs…you can’t rely on that. When we present our numbers, we always discuss the duties and we say, “We can have a competitive product in the US markets against Chinese prices, excluding all duties.” If we can’t prove that, I think it’s going to be very difficult for us to build a project in the US. We see other graphite projects asking for higher and higher duties. There was a group of three or four graphite projects who went to DC to ask for something like a 974% import duty on graphite from China to be able to sell their graphite. It’s going to be very difficult for those ventures to borrow money, or to get equity invested in the project if they need that to survive.
Feedstock cost is probably around 20% of our total cost structure, so that for us is the game-changer. Also the fact that it’s renewable, it has stable pricing, and it’s available domestically.
That’s why our approach of sourcing domestic feedstock, which is much cheaper than petcoke and needle coke, allows us to be competitive. Your typical cost structure for graphite in China has 40 to 60% of its base cost as feedstock costs. Feedstock cost is probably around 20% of our total cost structure, so that for us is the game-changer. Also the fact that it’s renewable, it has stable pricing, and it’s available domestically.
Charged: Near where I live in Florida, the forestry industry is big—lots of sawmills and processing plants.
Vincent Ledoux Pedailles: There’s some volume available in Florida, but the market is much larger in Alabama, East Texas and Mississippi.
Charged: You say your feedstock is wood chips. Is that a waste product from the forestry industry, or is this a byproduct that they sell?
Vincent Ledoux Pedailles: We currently use wood chips because it’s easy to source, and because it’s a very basic commodity. However, we can use any type of wood products. It can be thinnings from mainstream forest, it can be sawdust, it doesn’t really matter. We can process any of those products. When it comes to wood chips, the main types we’ve been sourcing so far are traditionally used in the felt and paper industry.
It doesn’t mean that the product we will eventually source will be diverted from a sawmill, because that’s not the aim. But currently it’s been easier for us to source those wood chips from the suppliers. Eventually the goal for us is to source only so-called side-stream material, for us to further chip and then pyrolyze into biochar, as opposed to sourcing wood chip material that potentially could be used in other applications such as wood pellets, which is a big market in the US. You’ve got around two million tons of wood pellets being produced for energy purposes, but a large part of it is also exported to the EU (which makes no sense, but it’s an attractive market for US producers). Eventually that will stop and there will be a lot more volume available in the market, so we could also be sourcing this type of material to be converted into biographite, which is much better. And when you think about the waste, if it’s not collected by someone, it will just sit there, and then eventually the carbon that has been captured by the growth of a tree will be released into the atmosphere. What we propose is to pick it up, to transform it into graphite, and to lock the carbon in the graphite product to be used into a battery application.
Charged: So there is a certain amount of wood chips and byproducts that just gets thrown away.
Vincent Ledoux Pedailles: Forestry is a pretty tough industry to be in, and in some parts of the Southeast there’s a large volume of wood product that is unused. We represent a new market for forestry groups that they have no idea about. That could help them to access a new market—the EV and energy storage markets—and also to add further value to the byproduct, which had a limited value before because it was only used to burn, or to use in felt and paper, which have a more limited budget compared to what we see in graphite anodes.
Charged: You say your process is actually carbon-negative. Is that because you’re using waste products that would otherwise decompose and release carbon into the atmosphere?
Vincent Ledoux-Pedailles: You have a few things to consider here. Yes, you are using a product which has captured carbon during its growth as trees, but then you’re going to process those wood products, so some emissions will be generated. A lot of those emissions are going to be transformed into what we call syngas. When you convert a wood chip, for example, into what we call a biochar, you’re using a pyrolysis process. And as part of this pyrolysis process, you have different emissions coming out. And those emissions are actually a source of energy that comes in the form of oxygen, hydrogen and carbon.
When you convert wood chips into biochar, you produce syngas, which is a renewable source of energy that we also use as part of a process to produce graphite. Syngas replaces [methane, so-called “natural gas”] in our industrial process. It’s produced as part of the heat treatment. The wood chip is a green product—it contains moisture of around 50%, so you want to heat-treat it and convert it to a char. As part of this process, you’ll be producing as a byproduct this syngas, which you can reuse to generate heat.
So, part of the carbon is captured, part of the carbon is released, but a portion of the carbon is locked within the graphite, which is then used in a battery. So essentially, the negative part is the part that remains in the product, which is used in the battery application.
Charged: Tell us more about the different types of graphite. As I understand it, synthetic graphite and natural graphite are different, and both are used to make a battery anode.
Vincent Ledoux Pedailles: Yes, the main types of graphite we currently see in the market are synthetic graphite and natural graphite. Spherical graphite and coated graphite are more refined versions of natural graphite. When you produce natural graphite, it then needs to be spheroidized to be coated, etc, to be used directly in a battery application. Traditionally, synthetic graphite has better performance than natural graphite, and is also slightly more expensive.
Within a battery cell, you tend to mix both types of graphite within the same anode material. Depending on what you want to achieve from a performance perspective, you’ll use a different ratio of natural versus synthetic. If you want a very high-performance, more expensive battery, you use mostly synthetic. If you don’t mind too much about some aspects of the performance, you can use a greater proportion of natural graphite. But it’s not as simple as that, because every natural graphite product or synthetic graphite product is different, and has its own specification. It’s very far from being a commodity. Every single graphite product has a different price, and needs to be tailored for the specific application it’s going to go into.
Therefore, what you’re going to do is tailor your product to a specific customer. Traditionally, from one plant, you’re not going to have ten different customers, you’re probably going to have one, two or three. So, you have to start working with your partners very early on, especially if you build a new site, to make sure you fully align with their expectations from a performance perspective. As a company, it’s why we start working so early with the cell makers in the US, to make sure that by the time we go to production, we’ve got a product which is already tailored for them. Because if we wait to start producing at industrial scale, it means we still need one to three years to adapt the product to what they want.
We are looking at starting production from our new demonstration plant next year, and we will start construction of our first industrial-scale plant in 2027.
Charged: So, you’re able to produce different types of graphite to meet customers’ specifications?
Vincent Ledoux Pedailles: Yes. We’ve already been customizing our graphite products for a range of different cell makers. One of our first investors is a company called ATL, which was initially the parent company of CATL, the largest lithium-ion battery maker in the world.
We’ve also been working with South Korean and Japanese companies supplying batteries to large automotive OEMs. We have a standard recipe with standard specifications that we send out for testing with our cell makers. Then they send us their feedback on what we should adapt to be aligned with their performance metrics, and that optimization work or adaptation work takes quite a bit of back and forth before you get it right. You define a base product first, and then you work with the cell maker to optimize it further.
Charged: We’ve covered a couple of companies that are working on replacing graphite in the anode with silicon.
Vincent Ledoux Pedailles: Today, and for the next five to ten years, they’re talking about replacing part of the graphite needed in batteries, not all. Silicon doping is great to improve performance of an anode. We ourselves also do silicon doping within anodes to be able to deliver better performance. But when we talk about fully replacing graphite within batteries, we’re really talking about longer-term solutions, which at the moment can’t be implemented technically or economically.
Charged: Do you have any competitors in this space? Is anyone else making biographite?
Vincent Ledoux Pedailles: No. You have companies working further upstream converting wood chips to biochar. You have some companies who have been looking at converting all types of biomass into carbon, but I think it’s a very early-stage process. None of those companies have done the amount of testing we’ve done, or the amount of validation we’ve done directly with battery cell makers. Overall, I don’t know of any competitors at this stage, and we’re well-protected on the patent side as well.
Charged: How long before we see your graphite in a vehicle on the road?
Vincent Ledoux Pedailles: We are looking at starting production from our new demonstration plant next year, and we will start construction of our first industrial-scale plant in 2027. Depending on whether we pick the US or Europe, it will take between a year and a half to two years to start production, so we anticipate that, at the earliest, we can be in the market in late 2028 or early 2029.
Battery recycling company Ecobat has agreed to sell its German and Austrian operations to energy storage firm Clarios in a transaction highlighting the industry’s shift toward EV battery recycling as […]
Tesla has officially launched the Model YL in China, a stretched version of the popular Model Y that now offers six seats and extra cargo room. Starting at around $47,000 USD, the YL positions itself as a more spacious option for families and long-distance drivers who want more room without stepping up to the Model X. For weeks, Tesla fans have been speculating about pricing and range, and now those details are confirmed.
The Model YL delivers an impressive 751 km (466 miles) of range on the CLTC cycle. While that standard is often more generous than WLTP or EPA figures, the numbers are still strong enough to put it on par with the Model Y Long Range AWD. The added size doesn’t come at the expense of efficiency thanks to its larger battery pack, and for buyers who prioritize range, this new version holds its own in Tesla’s lineup.
Dimensionally, the YL is about seven inches longer, an inch taller, and has a wheelbase stretched by roughly six inches compared to the standard Model Y. That extra space translates into more comfort for passengers and a total of 2,539 liters of storage capacity. Tesla also added electric armrests in the second row, a feature aimed squarely at improving ride comfort for families and road-trippers. Visually, the vehicle still carries the same familiar Model Y silhouette, but the proportions are subtly different, signaling that this is more than just a minor refresh.
The price lands at ¥339,000, or about $47,000 USD, which is roughly $3,600 more than the Model Y Long Range AWD in China. Deliveries are slated to begin in September. While the pricing is reasonable within Tesla’s own lineup, it does face some stiff competition. Rivals like the Onvo L90 undercut it by nearly $8,000, and in a market as crowded as China’s, that difference could sway buyers. Still, Tesla’s brand recognition and the YL’s long range could make it an appealing choice for drivers who want a premium experience without leaping all the way to the Model X bracket.
For Tesla enthusiasts, the YL’s launch is another sign that the company isn’t done experimenting with new body styles and configurations. It fills a sweet spot between the practicality of the Model Y and the luxury size of the Model X, offering families more flexibility without requiring a huge budget increase. As Electrek put it, “The price is reasonable in comparison to Tesla’s current lineup, making the upgrade relatively affordable.” Whether or not the YL makes its way to North America, it offers a glimpse at how Tesla could expand its most popular vehicle line to meet the needs of drivers who want both space and range.
As the EV industry trends toward mass adoption, battery safety and manufacturing efficiency have become critical focal points for OEMs and battery designers. Among the most pressing concerns are thermal dissipation, electrical isolation, and the prevention of thermal runaway and propagation—issues that can compromise both performance and safety. To address these challenges, manufacturers are increasingly turning to advanced materials and adhesive technologies that not only enhance safety but also streamline production and reduce costs.
Safety-Driven Innovation in Battery Design
Battery packs are complex systems that must withstand high temperatures, mechanical stress, and potential fire hazards. Safety strategies often include the integration of thermal management systems and thermal barriers designed to contain or mitigate the effects of fire. One such barrier material is mica, valued for its excellent thermal and electrical insulation properties. However, incorporating mica into battery enclosures presents its own set of manufacturing challenges, particularly around adhesion and process efficiency.
Traditional bonding methods—such as double-sided tapes, two-component polyurethanes (2K PU) andnon-reactive hot melt pressure-sensitive adhesives (PSAs)have limitations in terms of cycle time, reliability, and adaptability to complex geometries. These limitations can lead to increased scrap rates, longer production cycles, and higher overall costs.
Optimizing Adhesive Performance in Battery Enclosures
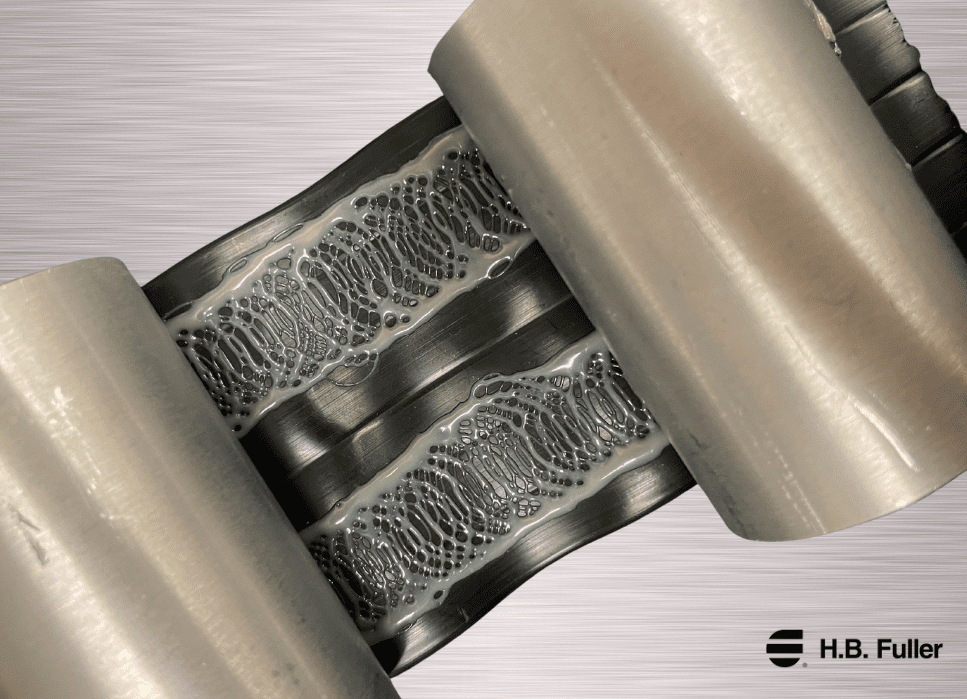
H.B. Fuller, a global leader in adhesives and advanced materials, has developed a breakthrough solution to these challenges: EV Bond 775, a reactive hot melt adhesive engineered specifically for battery applications. This innovative material is transforming how mica shields are integrated into battery enclosures, offering significant advantages in performance, reliability, and cost efficiency.
EV Bond 775 is designed to meet the rigorous demands of battery manufacturing. It features:
Long open time of 10-15 minutes, allowing for flexible and precise assembly.
Fast generation of green strength, enabling immediate handling and reducing wait times.
Excellent coat weight control, ensuring consistent application across complex geometries.
Compatibility with automated spray equipment, supporting scalable, high-throughput production.
Resistance to temperature fluctuations and vibration, critical for long-term durability within battery packs.
Importantly, EV Bond 775 adheres effectively to a wide range of substrates, including mica, e-coated steel, aluminum, and composite materials—making it a versatile solution for diverse battery designs.
Dramatic Reductions in Cycle Time and Scrap
When benchmarked against conventional adhesives, EV Bond 775 delivers compelling performance improvements:
Compared to 2K polyurethane, which typically requires a 20-minute cycle time, EV Bond 775 reduces this to just 20 seconds—a 60-fold improvement that translates directly into faster throughput and lower labor costs.
Compared to PSA tape, EV Bond 775 reduces failure rates upwards of 10%%, minimizes downtime, and enables in-house integration. Its ability to conform to complex geometries with precision and consistency eliminates the need for additional manufacturing steps, further reducing costs.
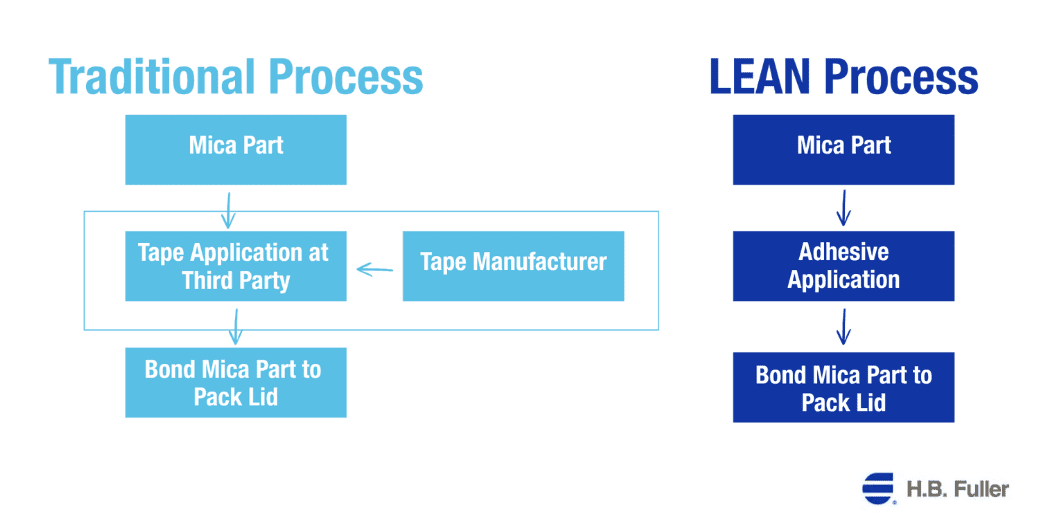
This efficiency is clearly illustrated in the comparison between traditional and lean manufacturing processes for mica shield integration (Figure 1). In the Traditional Process, mica parts are sent to a third-party for tape application, introducing delays, added logistics, and dependency on external suppliers.
Figure 1: Comparing the process of attaching mica sheet to lid using traditional tape method versus lean process using adhesives.
The LEAN Process, enabled by EV Bond 775, eliminates these steps by allowing direct adhesive application in-house. This not only streamlines operations but also reduces lead times and cost of ownership.
The adhesive’s fast and easy application process allows for in-situ bonding, meaning mica panels can be applied directly during assembly without pre-treatment or curing delays. Once applied, EV Bond 775 immediately holds large mica panels in tensile mode, supporting a flexible and efficient manufacturing process.
Beyond Mica Shields: Expanding Applications in Battery Systems
While EV Bond 775 is optimized for bonding mica shields in battery enclosures, its utility extends to other critical components. For example, it can be used to attach cells to cooling snakes, a key element in maintaining temperatures in battery systems. This versatility makes EV Bond 775 a valuable tool across the battery value chain, supporting safer, more reliable, and more efficient energy storage solutions.
A Smarter Way to Build Safer Batteries—with H.B. Fuller
H.B. Fuller is more than a materials supplier—it is a strategic partner to battery manufacturers and OEMs navigating the evolving landscape of electric mobility and clean energy. With a growing portfolio of high-performance adhesives and encapsulants, H.B. Fuller is helping customers meet the demands of next-generation battery systems. From thermal management and structural bonding to battery sealing and encapsulation, H.B. Fuller’s solutions are engineered to enhance safety, reliability, and sustainability.
As the EV market continues to grow, manufacturers face increasing pressure to optimize performance while controlling costs. EV Bond 775 exemplifies how H.B. Fuller is rising to this challenge—delivering materials that not only meet technical requirements but also unlock new efficiencies in production.
Reach out to H.B. Fuller today to learn how EV Bond 775 can transform your battery manufacturing process.